Call us now :08071280363

 Send Inquiry
Send InquiryAnethole Natural
MOQ : 100 Kilograms
Anethole Natural Specification
- Raw Material
- Star Anise/Aniseed
- Solubility
- Soluble in alcohol, insoluble in water
- Purity
- 99%
- Volume
- 1, 5, 10, 20, 25, 180 Kilograms
- Odour
- Sweet, Anise-like
- CAS No
- 104-46-1
- Extraction Type
- Steam Distillation
- Density
- 0.987 Gram per cubic centimeter(g/cm3)
- Storage
- Cool, dry, and well-ventilated place
- Appearance
- Clear, colorless to pale yellow liquid
- Gender
- Unisex
- Product Type
- Essential Oil
- Ingredients
- 100% Anethole Natural
- Age Group
- Adults
- Feature
- Natural, High Purity
- Shelf Life
- 24 Months
- Storage Instructions
- Store in cool, dry place
- Flash Point
- 110C
- Molecular Formula
- C10H12O
- Molecular Weight
- 148.2 g/mol
- Boiling Point
- 234C
- Refractive Index
- 1.553
- Packaging
- HDPE Drum, Aluminum Bottle
- Grade
- Food/Pharma Grade
- Applications
- Flavor, Fragrance, Pharmaceuticals
Anethole Natural Trade Information
- Minimum Order Quantity
- 100 Kilograms
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 1000 Kilograms Per Month
- Delivery Time
- 5-7
- Main Domestic Market
- All India
About Anethole Natural
Discover the elite excellence of Anethole Natural, renowned as a transcendent ingredient in flavor, fragrance, and pharmaceutical industries. With a boiling point of 234C, refractive index of 1.553, and a flash point of 110C, this kingly compound (C10H12O, Molecular Weight: 148.2 g/mol) sets the spotlight on quality and purity. As leading exporter, manufacturer, supplier, and trader from India, we offer only the finest food/pharma grade Anethole, ensuring you experience premium quality with advantageous discount rates, securely packaged in HDPE drums or aluminum bottles.
Application Excellence Across Diverse Industries
Anethole Natural demonstrates superior versatility, finding application in culinary, fragrance production, and pharmaceutical formulations. Its usage extends to food establishments, wellness centers, and aromatic manufacturing hubs, making it indispensable for flavor enhancement, scent development, and medicinal preparations. Anethole Natural's finest qualities also make it suitable for both commercial-scale operations and artisanal setups. Its transcendent effect elevates both products and processes wherever refinement and excellence are desired.
Packaging, Shipping & Certifications at the Gold Standard
Each drop-off of Anethole Natural is facilitated with secure shipping and robust packaging-choose between HDPE drums or aluminum bottles to match your needs. We prioritize safety and integrity through stringent certification processes, assuring premium food/pharma grade standards. Samples are available upon request, so you can rate our product's quality firsthand before bulk procurement. Our processes are streamlined for swift delivery, ensuring reliability and satisfaction for elite clientele worldwide.
Application Excellence Across Diverse Industries
Anethole Natural demonstrates superior versatility, finding application in culinary, fragrance production, and pharmaceutical formulations. Its usage extends to food establishments, wellness centers, and aromatic manufacturing hubs, making it indispensable for flavor enhancement, scent development, and medicinal preparations. Anethole Natural's finest qualities also make it suitable for both commercial-scale operations and artisanal setups. Its transcendent effect elevates both products and processes wherever refinement and excellence are desired.
Packaging, Shipping & Certifications at the Gold Standard
Each drop-off of Anethole Natural is facilitated with secure shipping and robust packaging-choose between HDPE drums or aluminum bottles to match your needs. We prioritize safety and integrity through stringent certification processes, assuring premium food/pharma grade standards. Samples are available upon request, so you can rate our product's quality firsthand before bulk procurement. Our processes are streamlined for swift delivery, ensuring reliability and satisfaction for elite clientele worldwide.
FAQ's of Anethole Natural:
Q: How can Anethole Natural be used in different industries?
A: Anethole Natural is widely utilized as a flavoring agent in food production, as a fragrance component in perfumery, and as a compound in pharmaceutical preparations. Its versatility ensures its value in multiple sectors.Q: What packaging options are available for Anethole Natural?
A: We offer Anethole Natural packaged securely in HDPE drums and aluminum bottles, ensuring safe transportation and maintaining product integrity during shipping and storage.Q: When is the best stage to incorporate Anethole Natural in the manufacturing process?
A: It is typically added during formulation stages-either when flavors or fragrances are being blended, or during the processing of pharmaceutical products to ensure uniform distribution and optimal benefit.Q: Where can Anethole Natural be applied for best results?
A: Anethole Natural is effective in culinary kitchens, industrial food or fragrance manufacturing plants, pharmaceuticals facilities, and research laboratories requiring high-purity raw materials.Q: What are the benefits of using Anethole Natural of food/pharma grade?
A: Using finest food/pharma grade Anethole ensures purity, compliance with safety standards, and optimal performance as a flavor, fragrance, and medicinal ingredient, delivering superior product quality.Q: How can I request a sample of Anethole Natural before placing a bulk order?
A: Samples are readily available upon request so you can evaluate quality and rate suitability before proceeding with higher quantity orders.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Speciality Ingredient Category
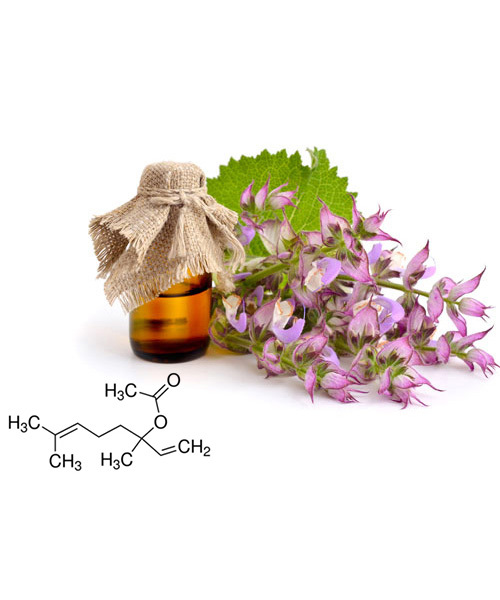
Linalyl Acetate Natural
Minimum Order Quantity : 100 Kilograms
Odour : Pleasant, Floral
CAS No : 115957
Feature : Other, Eco Friendly, Non Toxic
Extraction Type : other, Fractional Distillation
Ingredients : Other , Natural Linalyl Acetate

Saw Palmetto Oil
Minimum Order Quantity : 100 Kilograms
Odour : Characteristic
CAS No : 84776209
Feature : Other, Highly Effective, EcoFriendly
Extraction Type : other, Cold Pressed
Ingredients : Other , 100% Pure Saw Palmetto Berries
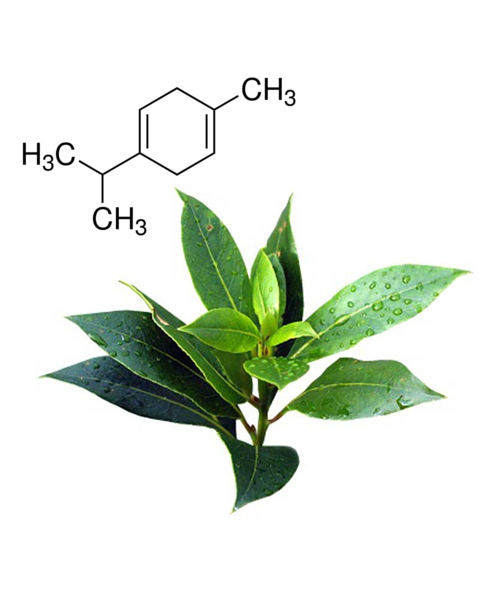
Gamma Terpinene Natural
Minimum Order Quantity : 100 Kilograms
Odour : Pleasant CitrusLike Odour
CAS No : 99854
Feature : Other, Highly Volatile, 100% Natural
Extraction Type : Steam Distillation
Ingredients : Other , Gamma Terpinene
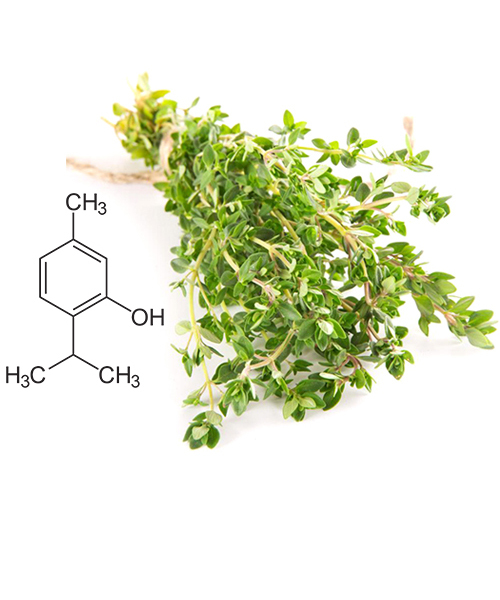
Thymol Natural
Minimum Order Quantity : 100 Kilograms
Odour : Pleasant Aromatic Odor
CAS No : 89838
Feature : Other, High Purity
Extraction Type : Steam Distillation
Ingredients : Other , Thymol Natural
Our Products


Kamakhya House, Bhagwantpura By Pass Road, Baria, Behind Salasar Society,Jhansi - 284001, Uttar Pradesh, India

Ms. Priyanka
(Marketing Head)
Mobile :08071280363
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
